Позвоните в службу поддержки
+86 13983799498

2026-06-25
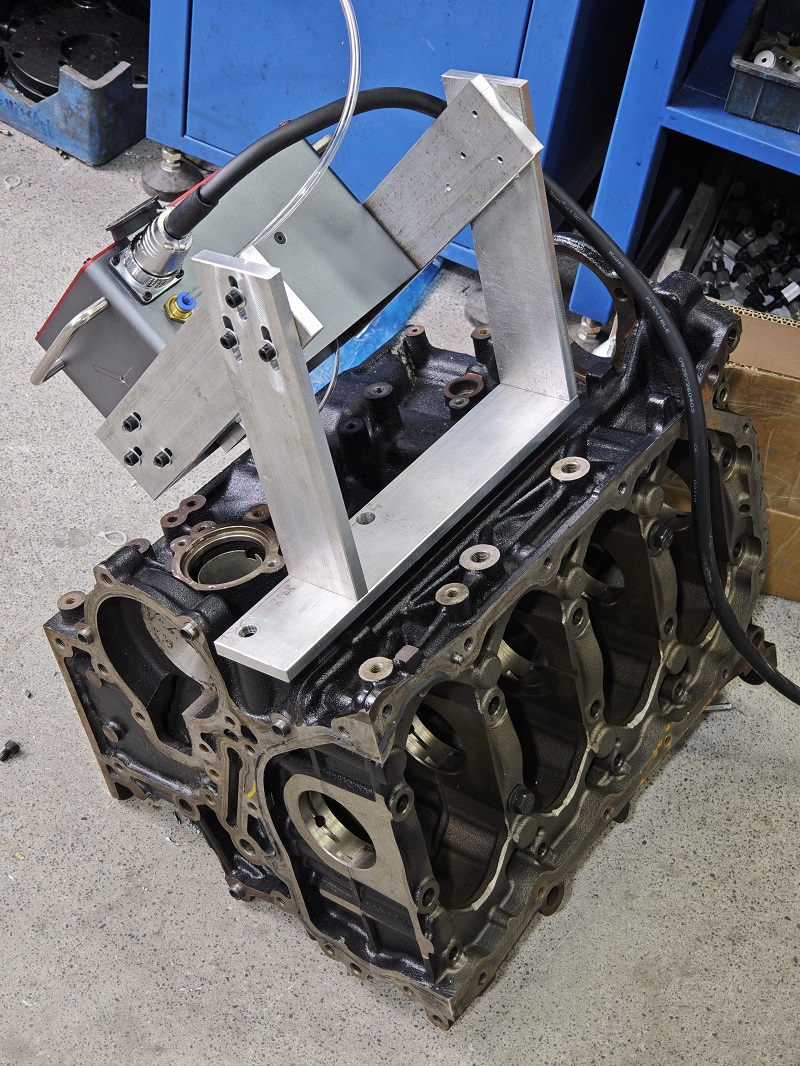
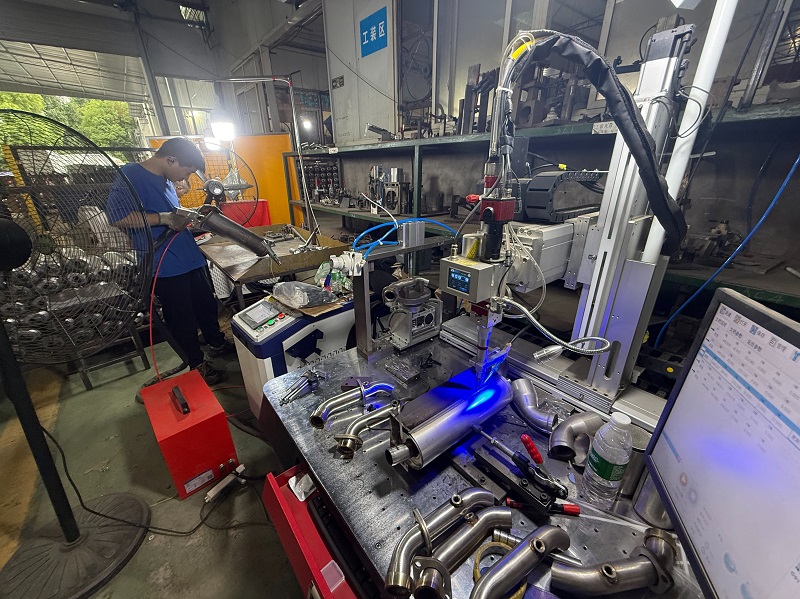
Недавно компания Chongqing Chuke Intelligent Machinery Equipment Co., Ltd. (далее именуемая “Chuke Intelligent”) поставила комплект оборудования для лазерной сварки на автоматической платформе компании Chongqing Jinmao Machinery Co., Ltd.После появления портативного лазерного сварочного оборудования компания Jinmao Machinery вновь выбрала оригинальную интеллектуальную схему лазерной сварки для периодической сварки изделий из выхлопных труб.

Компания Jinmao Machinery в основном занимается обработкой механических деталей, автозапчастей, мотоциклов и других деталей. Ранее компания приобрела первое интеллектуальное портативное лазерное сварочное оборудование для ежедневных сварочных работ.Поскольку объем заказов на выпускные трубы продолжает расти, оригинальные методы сварки постепенно выявляют узкие места с точки зрения эффективности и производительности: трудно гарантировать стабильность ручной сварки, время обработки одного изделия велико, а ритм работы производственной линии замедляется.Компания решила внедрить автоматический платформенный лазерный сварочный аппарат для повышения согласованности и производительности пакетной сварки.

Сварной шов выхлопной трубы не допускает никаких дефектов.Являясь ключевым компонентом автомобильной выхлопной системы, выхлопная труба предъявляет чрезвычайно строгие требования к герметичности сварных швов.Если в сварном шве имеются крошечные поры, то при длительном воздействии высоких температур и вибрации они могут постепенно привести к утечке, что напрямую влияет на срок службы изделия и безопасность вождения.Несмотря на то, что лазерная сварка имеет преимущества в виде небольшой зоны термического воздействия и контролируемой деформации, при неправильном использовании защитного газа или неправильной настройке параметров лазера в процессе сварки в сварном шве все равно могут появиться миниатюрные поры. Это распространенная проблема при сварке тонкостенных фитингов.
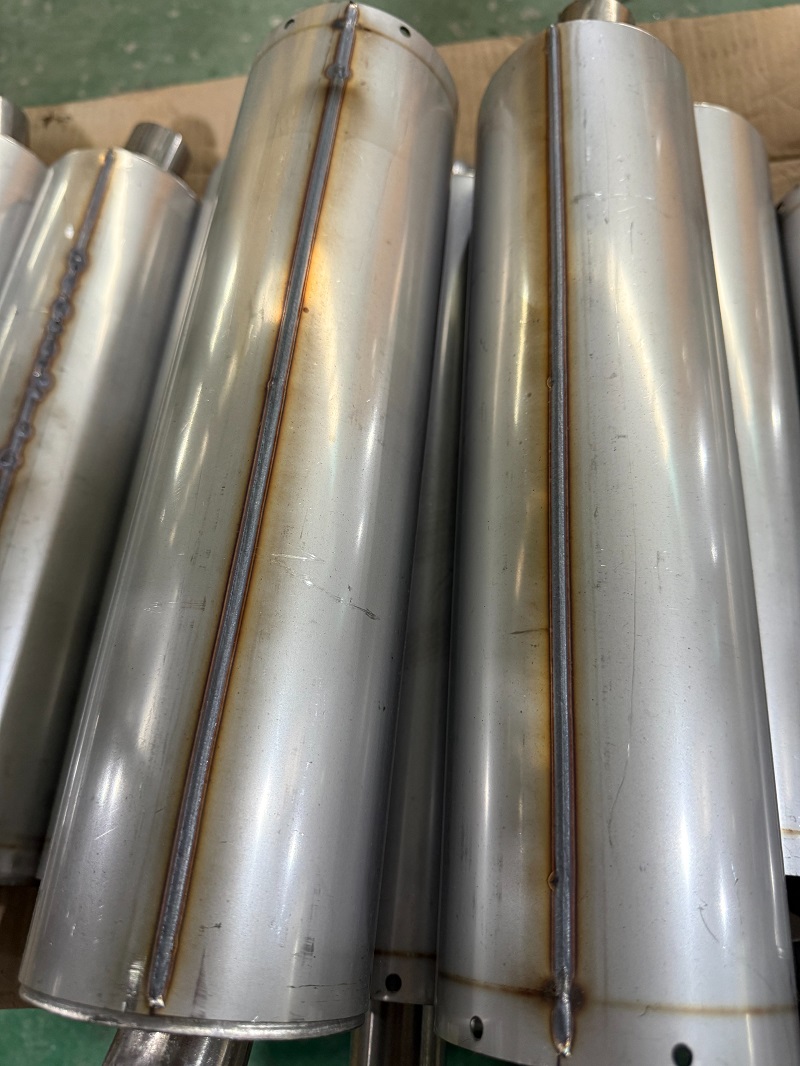
В связи с этой технологической проблемой команда Chuchu Intelligent technology провела несколько этапов проверки технологического процесса, прежде чем оборудование было поставлено.Благодаря многократной регулировке расхода защитного газа и угла наклона сопла, а также точному подбору мощности лазера, частоты, скорости сварки и других параметров пористость сварного шва в конечном итоге эффективно контролируется в соответствии со стандартом, принятым заказчиком.После того, как оборудование запущено в серийную обработку, скорость сварки может достигать нескольких метров в минуту, время сварки одного изделия значительно сокращается по сравнению с предыдущим ручным способом, а общий поток работы производственной линии значительно ускоряется.
Применение автоматического платформенного лазерного сварочного аппарата также привело к оптимизации структуры персонала.Раньше сварка выхлопных труб должна была выполняться квалифицированными сварщиками, что требовало больших затрат рабочей силы, а цикл обучения квалифицированных сварщиков обычно длился несколько месяцев.После внедрения автоматического сварочного оборудования порог квалификации оператора в этом процессе был снижен, и обычный оператор может стать компетентным после краткосрочного обучения.Таким образом, предприятия могут привлекать старших сварщиков для производства высококачественной продукции с более высокими техническими требованиями и небольшими партиями, что позволяет добиться разумного распределения людских ресурсов.
Переход от ручной сварки выхлопных труб к автоматизации обусловлен всесторонним учетом требований к прочности сварного шва, герметичности, надежности и эффективности производственных линий в сфере производства автозапчастей.Представленная на этот раз схема автоматической лазерной сварки на платформе с поддающимися проверке технологическими параметрами и формами оборудования, адаптированными к производственной линии, представляет собой реальный пример автоматизированного преобразования процесса сварки из “удобного” в “простой в использовании”.В будущем Chuchu Intelligence продолжит уделять особое внимание реальным условиям обработки автозапчастей и совершенствовать сварочные решения, которые в большей степени подходят для нужд предприятия.