Позвоните в службу поддержки
+86 13983799498

2026-06-02
Потребительский спрос: Клиент, занимающийся изготовлением пресс-форм в автомобильной и мотоциклетной промышленности, посещает предприятия и проводит их проверку, и его основными потребностями являются следующие
Форма, которую заказчик должен отлить с помощью гравировального станка, разделяется на две части: левую и правую формы, а затем в соответствующих положениях двух форм отдельно печатаются независимые серийные номера рельефного эффекта. Высоту текстовой проекции необходимо регулировать на уровне 50 шелк ~80% шелка (0,5~0,8 мм).Кроме того, серийные номера соответствующих позиций левой и правой форм должны совпадать или быть связаны попарно, чтобы достичь приемлемой эффективности обработки тиснения на стальных формах для поддержания последующего ритма массового производства.Рельефные края четкие, без сколов, с одинаковой глубиной, они удобны в использовании и читабельны.

Решение: Учитывая трудности с тиснением глубиной 0,5-0,8 мм, выполненным в стальных формах, мы создали набор функциональных прототипов. Основная конфигурация маркировочной машины следующая
лазер
300-ваттный лазер JPT (JPT) M7 используется для получения энергии высокой мощности и высокого качества луча для обеспечения абляции стальных деталей.
Сканирующий гальванометр
Высокопроизводительный гальванометр ZBTK с водяным охлаждением гарантирует термическую стабильность и точность позиционирования при длительной и глубокой обработке.
Контрольная карта
Используется плата управления глубокой резьбой Eight thinking (BSL), а серводвигатель по оси Z используется для реализации динамического перемещения оптического тракта вниз.
Программное обеспечение для основного процесса
С помощью программного обеспечения RZ-CAD графические изображения, подлежащие гравировке, автоматически разрезаются на сотни или даже тысячи обрабатываемых слоев.;
Технология последующей фокусировки по оси Z
После каждой многослойной гравировки программное обеспечение автоматически управляет серводвигателем, который перемещает оптический луч на определенное расстояние, чтобы гарантировать, что обрабатываемая поверхность всегда находится в фокусе лазерного излучения – это ключ к достижению глубины рельефа более 0,5 мм и поддержанию эффективности и качества.

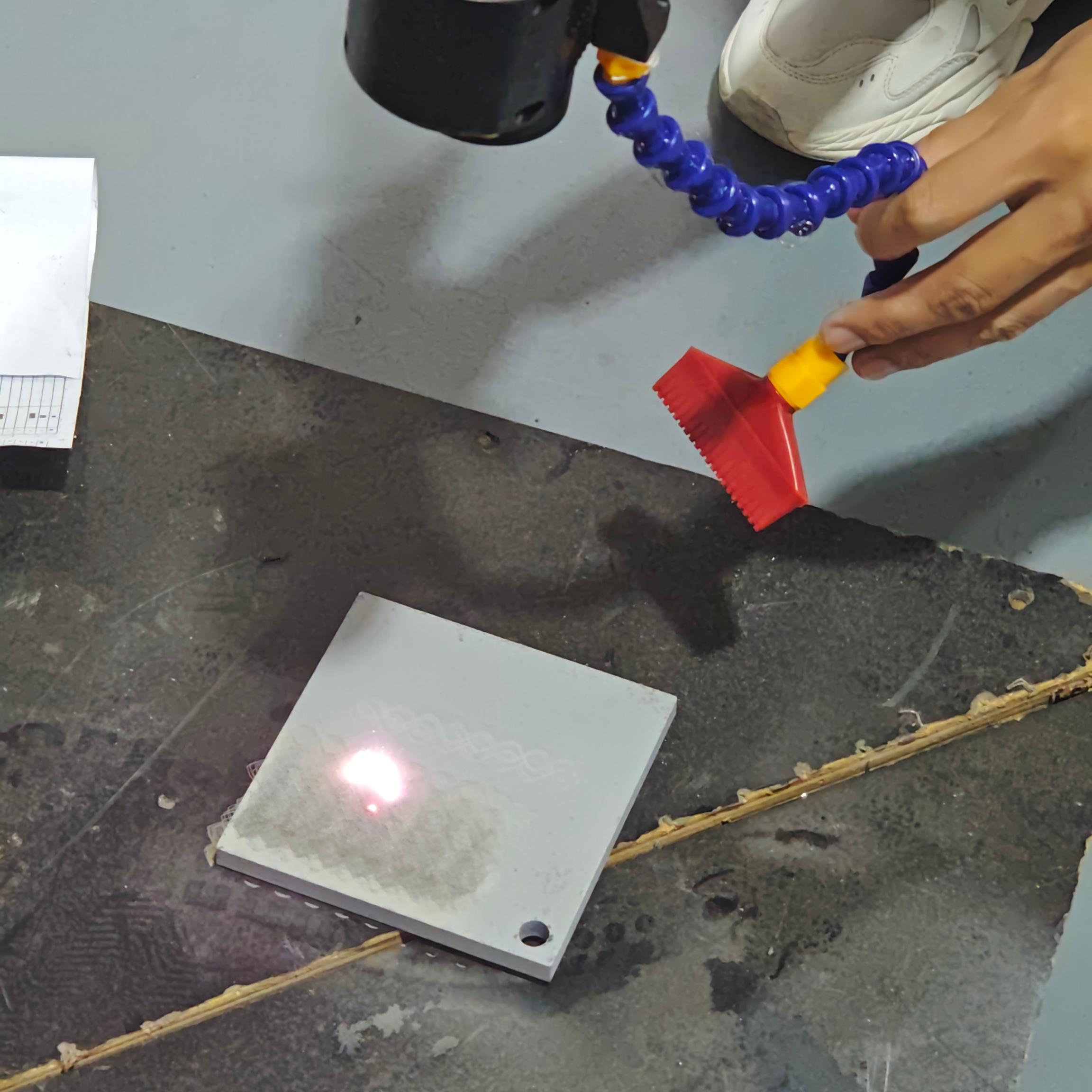
Чтобы смоделировать реальную производственную среду, для этой проверки используется временный функциональный прототип.После фактической поставки оборудование будет помещено в закрытый шкаф и подключено к двум наборам вспомогательных систем
Система обдува: Сдувайте металлические частицы, плавающие и разбрызганные по поверхности заготовки, поддерживайте прямой контакт лазера с обрабатываемой поверхностью и избегайте эффекта плазменной защиты.
Система очистки от дыма: Металлическая сажа, образующаяся в процессе обработки, всасывается через дымовую машину, что предотвращает загрязнение окружающей среды в цехе и обеспечивает здоровье операторов.
Удовлетворенность: Оценка клиентов: Есть много поставщиков, которые могут изготовить детали из тисненой 50-проволочной стали, но не так много тех, кто может стабилизировать динамическое расположение оси Z и гальванометра.

Эффект достигнут: на образце стальной формы, привезенном заказчиком, успешно обработана глубина рельефа в 0,5 мм, текст четкий, трехмерное восприятие четкое, а соответствующие положения левой и правой форм точно согласованы.
Приемлемая эффективность: текущая однократная обработка рельефа толщиной 0,5 мм занимает около 12 минут, и заказчик заявил, что это соответствует ожиданиям; ожидается, что после последующей установки системы обдува она сократится до менее чем 10 минут, а эффективность увеличится примерно на 17%.
Подтверждение сотрудничества: После того, как заказчик завершит проверку, будет подтверждено, что техническое решение выполнимо, контракт официально подписан и он был преобразован из намерения в заказ.
На этот раз проект по нанесению тисненой маркировки на литейные формы для автомобилей и мотоциклов, начиная с проверки “от двери до двери” заказчика и заканчивая подписанием контракта, показал четкую последовательность действий: даже если на стальной форме нанесен тисненый серийный номер толщиной более 0,5 мм, он может быть выполнен в течение 12 минут, и его можно уверенно оптимизировать в течение 10 минут.

Ключ к успеху заключается не в простом увеличении мощности лазера, а в систематической разработке технологии послойной гравировки + последующей фокусировке по оси Z + высокоэффективном гальванометрическом водяном охлаждении + закрытом режиме удаления пыли, так что энергия каждого слоя фокусируется в одном месте.Этот вид послойной гравировки аналогичен послойному нанесению изображения на прозрачном материале с помощью лазерного гравировального станка, за исключением того, что один слой “вогнут” внутрь материала, а другой “плавает” внутри.
Если в вашей отрасли также используются рельефные QR-коды, подробные серийные номера или фирменные логотипы для изготовления деталей из штампованной стали и механических деталей, мы приглашаем вас привезти образцы для тестирования.То, что мы предлагаем, – это не лазерный станок, а набор решений для глубокой резки, которые могут быть поставлены, произведены серийно и по контракту.